 | дисковые тормоза на луаз |
|
Алексей Джигурда (Terra Inc) проверяет качество купленных мною ВАЗовских тормозных колодок |
дисковая тормозная сборка на ЛуАЗ по технологии Terra Inc (на корпусе колесного редуктора без ступицы) |
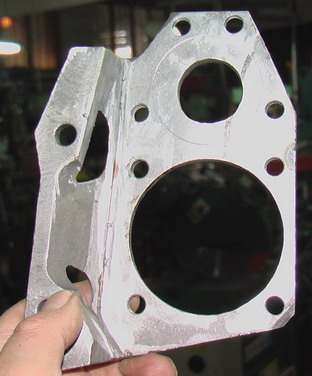
тормозные щиты на ЛуАЗ под суппорты ВАЗ 2108 и задние тормозные диски MAZDA изготовленные по чертежам Terra Inc |
|
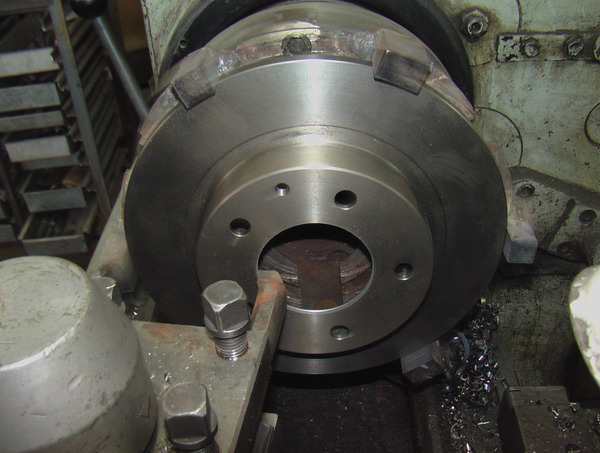
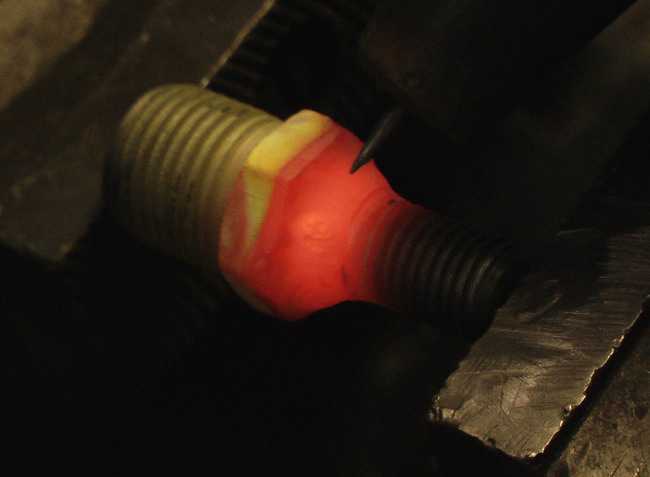
растачиваем "сырые" кулачки в патроне токарного станка под наружний диаметр тормозных дисков MAZDA |
растачиваем посадочное отверстие диска согласно эскизу Terra Inc |
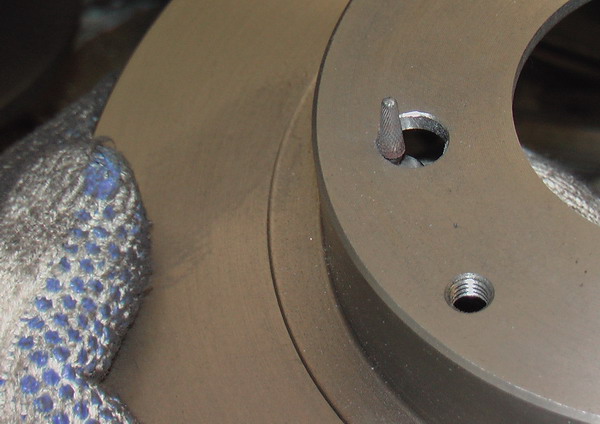
бормашинкой с твердосплавной "марковкой" снимаем лишние десятки на внешней диаметральной стороне отверстий под шпильки ступицы колеса (применимо только для данного типоразмера дисков MAZDA, смотри фото с шильдиком на упаковке) |
|
прижимаем диск к ступице колесными гайками |
с тыльной стороны ступицы через резьбовые отверстия м8 и маслоотводящее отверстие просверливаем соотв. диам. сверел |
сверлим окончательные диаметры согласно эскизу Terra Inc |
|
сверлом 17 заточеным под конус 90 гр делаем фаски в отверстиях под винты м8 которые удерживают диск на ступице |
тормозной диск готов, координатнорасточные работы не потребовались |
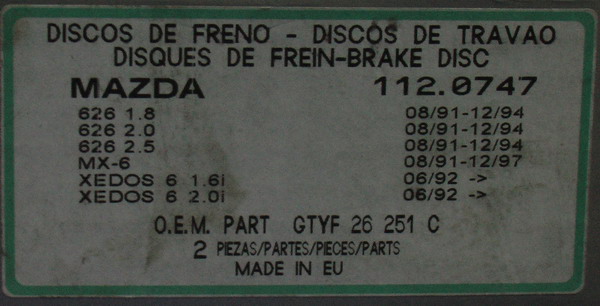
шильдик на упаковке задних тормозных дисков MAZDA |
|
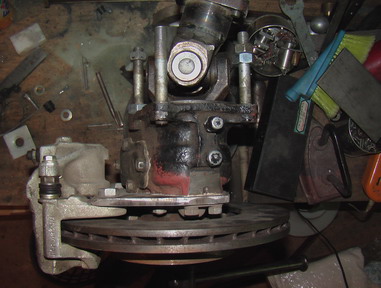
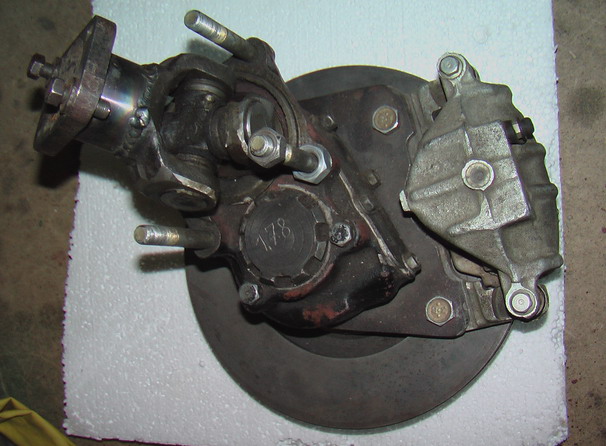
тормозная сборка для ЛуАЗа на базе диска и суппорта ГАЗ 3110 и пониженной передачи 1,78 шестерен колесного редуктора (Luazicus) |
правый передний колесный редуктор применен в автомобиле с удлиненными передними рычагами подвески рассчитанными на использование колес 235/75/R15 (Luazicus) |
совершенно плоский тормозной щит + вентилируемый диск (Luazicus) |
|
далее - технология изготовления переходного штуцера с ВАЗовских 2108 шлангов на ЛуАЗовские торм. трубки |
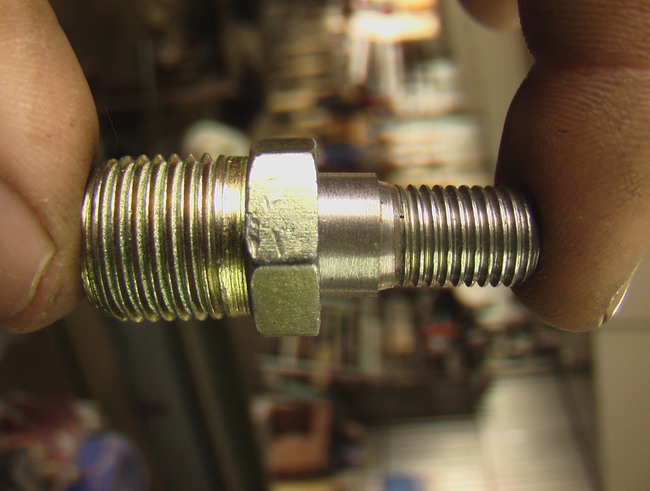
переходной участок всборе |
исходные материалы: слева москвичевский а справа вазовский торм. шланги. По середине - готовый переходник |
|
отпиливаем головки |
протачиваем штуцерок от вазовского шланга заодно и просверливаем диам.4мм |
заготовки перед сваркой |
|
наружняя резьба на москвичевском штуцере не нужна, ее стачиваем после сварки |
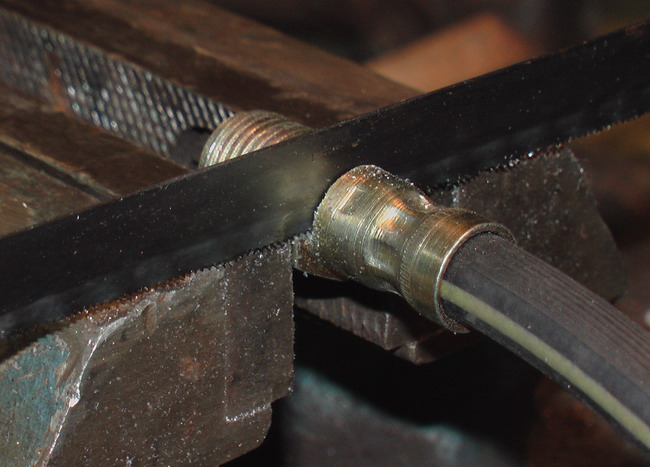
оккуратно зажимаем в тиски |
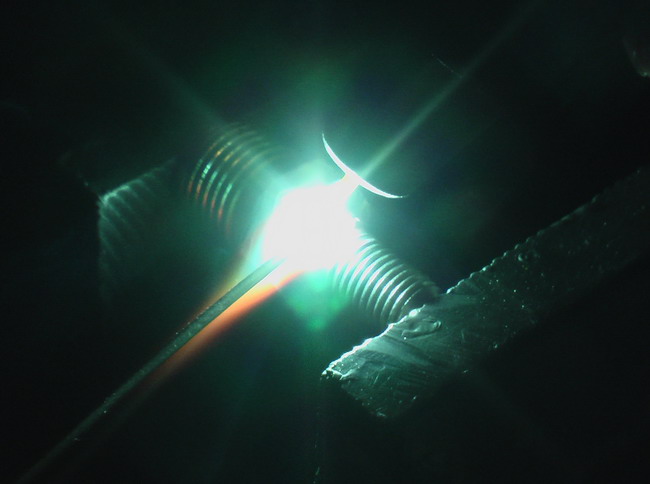
свариваем в среде аргона нержав. присадкой (Instruments.html) |
|
надо постараться не заплавить грани под ключ |
переходники готовы |
слева на право: 235/75/15, 195/65/15, 205/70/14, НК-7, ЛуАзовский балон |
|
выплавляемая модель переднего левого щита |
выплавляемая модель переднего правого щита |
стеариновые копии тормозных щитов подготовленные для монтажа на литейную ёлку |
|
стальные копии тормозных щитов отлитые по выплавляемым моделям |
стальная отливка переднего правого щита подготовленная для окончательной механической обработки |
стальная отливка после механической обработки превратилась в готовый тормозной щит (первый экземпляр) |
|
Эта модель переднего правого тормозного щита была изготовлена из стальных фрагментов с помощью аргонно-дуговой сварки, и предназначена для изготовления с неё виксинтовой (гибкой) формы. Размеры этой модели увеличены с учётом последующей усадки при остывании, сначала стеариновой копии, а потом стальной отливки. Первые литейные формы были сняты с готовых деталей, и в результате усадки при остывании толщины и габариты уменьшились весьма существенно, посоветовавшись с Terrой я решил изготовить новые литейные формы с увеличенными размерами с поправкой на усадку при остывании |
слева большего диаметра - питающий литник, вверху два поменьше - для вытеснения воздуха при заполнении стеариновой массой |

























На главную стр.
Инструменты и оборудование
Монтаж дисковых тормозов от Terra Inc
Изготовление экструдера - устройства для заливки модельной массы
первая партия